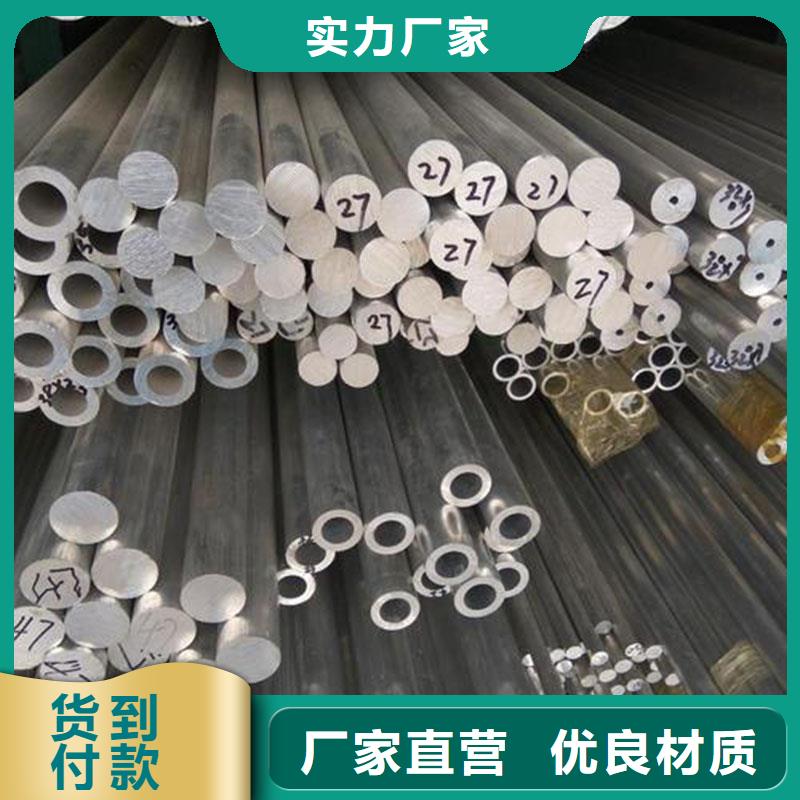
以下是:铝合金型材,流体管厂家核心技术的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 恒永兴 |
|---|
| 规格 | 齐全 |
|---|
| 价格 | 电议 |
|---|
以下是:铝合金型材,流体管厂家核心技术的图文视频
铝合金型材,流体管厂家核心技术_广西省柳州市恒永兴金属材料销售
有限公司,固定电话:18802286588,移动电话:022-86869388,联系人:李经理,QQ:554918566,天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到广西省 柳州市 城中区、鱼峰区、柳南区、柳北区、柳江区、柳城县、鹿寨县、融安县 发货到 广西省柳州市。 广西壮族自治区,柳州市 柳州市,简称“柳”,广西壮族自治区辖地级市,省域副中心城市,国务院批复确定的广西壮族自治区中部重要中心城市。II型大城市,三线城市,位于广西壮族自治区北部,地处北纬23°54′13″~26°03′13″,东经108°35′12″~110°10′20″之间,属亚热带季风气候,总面积18596平方千米。截至2022年末,柳州市常住人口419.12万。截至2023年3月,柳州市辖5个市辖区,3个县、2个自治县,市人民政府驻城中区文昌路66号。
不要犹豫,点击播放我们的铝合金型材,流体管厂家核心技术产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:铝合金型材,流体管厂家核心技术的图文介绍

铝合金模板是现代混凝土结构建筑工程中一种恰当重要的东西。在西方发达 早已大规模得到了运用。且由于其对建筑模板的技术创新要求较高,所选用的模板都是质量优 秀、耐久性较好的材料,运用工业化流水线出产,加工精度很高的成套模具。近年来在我国的运用也越来越广泛。而进入21世纪,从前的钢、木、塑料模板在运用过程中逐步显现出林林总总的问题。这时候铝合金模板的呈现无疑为建筑商提供了*优解。
铝合金模板于1962年在美国诞生,其是经历了木模板、钢模板、塑料模板之后的第四代模板。由于铝合金相关于其他三种材料具有先天上的优势,而备受国外建筑业喜欢,包括美国、加拿大等西方发达 ,以及墨西哥、巴西、马来西亚、韩国、印度等一些新兴工业 ,都逐步大规模运用上了铝合金模板。而近年来,为了响应 低碳节能的召唤,铝合金模板被大规模引入我国的建筑业傍边,作为绿色建筑概念的重要一环。而短短几年时间,铝模板就凭借其诸多优势得到了建筑商的喜欢,其间不乏万科、中建等我国建筑与房地产业巨子。其间万科关于铝模板更是推崇备至,其几乎全部高层建筑底子悉数选用铝模板体系。而设立于深圳的住所展示中心“万科梦工厂”中,铝模板体系也得以广泛选用。这也说明晰万科关于铝模板体系的高度赖和认可。铝合金模板之所以以如此快的速度流行国际建筑业,首要由于其数个无可比拟的优势
可以说现在各行业各业都能用的上工业铝型材,它的各方面优势都是取代钢铁,很多老式机器已经被智能替代,为企业创造更多的效率和利润,使用型材制作的智能产品越来越多,今天我们说一下*长见的机器人手臂,工业铝型材型材制作的机器人手臂也被广范的使用,那么用铝型材制的机器手臂有哪些优点呢?工业铝型材制作机器人手臂的优势:一:型材的表面都是做过处理呢,不易被腐蚀,后期保养成本低,清洗也方便。二:工业铝型材一般是不导电的(除非是做过处理),所以当机器人发生故障,比如漏电,能够隔断电流和物品的接触,减少危险。三:型材的种类比较多,配合的配件也多,定制出来的机器手臂也可以多样化。四:型材是不用焊接组装的,拆卸比较方便,还可以二次使用,不管机器人工作区域发生改变,也不影响使用。工业铝型材不仅仅可以定制机器人手臂还可以定制机器人防护围栏、设备保护罩、设备支架或者框架等等。


为了减少火灾的危害,保护人身财产,在建筑内合理的设置防烟排烟系统是十分必要的。其中防烟排烟系统的耐火极限是一个非常重要的性能指标。根据 标准《GB51251-2017建筑防烟排烟系统技术标准规定》:4.4.8排烟管道的设置和耐火极限应符合下列规定:1、排烟管道及其连接部件应能在280℃时连续30min保证其结构的完整性。2、竖向设置的排烟管道应设置在独立的吊顶内,其耐火极限不应低于0.50h。3、水平设置的排烟管道应设置在吊顶内,其耐火极限不应低于0.05h;当确有困难时,可直接设置在室内,但管道耐火极限不应小于1.00h。4、设置在走道部位吊顶内的排烟管道,以及穿越防火分区的排烟管道,其管道的耐火极限不应小于1.00h,但设备用房和汽车库的排烟管道耐火极限可不低于0.05h。根据国标GB51251-2017,为了防止火焰烧坏防排烟风管而蔓延到其他防火分区,要求防排烟管道的耐火极限不小于1.0小时。建筑防排烟风管一般采用白铁皮或镀锌铁板钣金加工制得,CAS-FR高性能铝镁质防火绝热材料整体耐火时间≥1.5h,使用CAS-FR高性能铝镁质防火绝热材料能够达到 标准规定的耐火极限要求。CAS FR高性能铝镁质防火绝热材料的性能特点:1、防火板为复合材料,导热系数达到小于0.045W/m.k 2、防火板表面的纳米材料涂层,了耐火性能及其持续性;3、耐高温粘接剂的直接粘接,让施工更简单,整体造价更经济。



广西柳州恒永兴金属材料销售
有限公司拥有 广西柳州扁钢研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 广西柳州扁钢产品。 广西柳州扁钢产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 广西柳州扁钢生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。



双色铝型材生产过程中要注意的十个问题:(1)选择宽度、厚度适中的贴膜;由于铝型材加工断面形状复杂,外表向宽、窄悬殊较大,容易将飞边吹起,降低贴膜的遮盖能力,影响喷涂质量。贴膜过窄,则遮盖不住,显然不能喷涂。另一方面,在选择贴膜厚度时,只要能遮盖,具有弹性即可,不一定选择太厚的贴膜,因太厚的贴膜将增加铝型材加工生产成本,而且也没有必要。(2)贴膜后及时喷涂。型材贴膜以后,应及时进行喷涂,停放时间越短越好。如果停放时间太长,由于贴膜上的胶干燥,失去粘度,特则是经风一吹,贴膜脱落,导致喷涂同难。因此,为了确保贴膜及喷涂质量,一般贴膜以后的停放时间不要超过16h。(3)选样粘度适中的贴膜。在双色铝型材加工生产中,贴膜的合理选择是关键。贴膜的粘度过低则贴不住。贴膜容易脱落,给喷涂带来相当大的难度。贴膜的粘度过大,说明贴膜上的胶比较多,当贴膜撕掉后,容易将贴膜上的胶粘在型材上,影响型材的表面质量,另一方面,在选择贴膜时,尽可能选用胶的成分与涂漆成分一致或相接近,这样可减轻对漆膜色泽的影响。山东铝型网(4)确定颜色、分界面及分界线。铝型材加工在喷涂之前,一定要根据型材的使用功能以及客户的要求(合同要求),分清每个面所要喷徐的颜色,分界面是哪个面,分界线是哪条线,在什么位置:一般来说,内侧是浅色,外侧是深色在弄清了分界面、分界线及颜色的要求之后才能贴膜,要注意千万不能将膜的位置贴错。(5)贴膜质量:贴膜是双色铝型材加工加工中的一道关键工序,贴膜质量的好坏,直接影响到铝型材加工的表面质量,主要包括以下几个方画:一是贴膜时尽可能不要使贴膜形成过大的张力,也就足说不能使贴膜发生变形,否则贴好后的贴膜容易收缩,使铝型材加工两端出现无贴膜现象;另一方面,铝型材加工两端贴膜断开时,要用刀片切开,而不能拉断,否则,拉断的贴膜仍然要收缩;二是贴膜宽度要与贴面宽度相吻合,一般情况下,贴膜宽度稍大于铝型材加工的贴面宽度,若是贴膜过宽,超出铝型材加工边缘过多,当喷涂时,容易被压缩空气吹起,若是贴膜过窄,不能完全遮盖,显然是不行的;四是贴面分界线在沟槽边缘时,一定要将;贴膜的飞边压入沟槽内,否则,喷涂时气流容易将贴膜吹起,影响铝型材加工喷涂质量;五是贴膜时,一定将贴膜贴平,防止皱折、卷缩等现象;六是对于断面形状复杂的型材,如果一次贴膜困难时,可以分两次或多次贴膜,保证贴膜的覆盖质量;七是对一些壁厚较薄或悬臂较大等特殊断面的铝型材加工,贴膜时不能压得太紧,一定要注意不能使铝型材加工产生变形;八是 次喷涂后,铝型材加工的停放时间不能过长,否则会使型材表而落上灰尘,导致贴膜困难,从而影响贴膜质量:山东铝型材模具厂(6)严格执行贴膜工艺。铝型材加工贴膜必须经过 次喷涂后再贴,不允许型材铬化后直接贴膜,这是因为贴膜上有胶,如果直接将贴膜贴在铬化层上,胶就会粘在铬化层上,或者撕贴膜时,就会将铬化层,撕掉,这样就会大大降低漆膜的附着力,*终影响铝型材加工的喷涂质量,导致漆膜脱落,其后果不堪设想。(7)撕膜时间。铝型材加工经贴膜、喷涂以后,要撕去贴膜,但不能喷涂后马上就撕去贴膜,要控制好撕膜。-般来说,喷涂后经过流平,漆膜基本凝固,这一过程不能少于10min.然后才能撕去贴膜撕膜。否则,漆膜未开,撕膜的过程中容易将贴膜落在铝型材加工上,影响漆膜质量。另一方面,撕膜的时候动作要快,以免影响撕膜质量。(8)避免多次返工。在双色铝型材加工生产过程中,由于各种因素影响,返工是不可避免的,但是每返工一次就要增加一次固化。对漆膜来说。多次喷涂,漆膜厚度不断增加,再经多次固化,降低了漆膜附着力,容易造成漆膜脱落。因此,在双色铝型材加工的生产中尽可能避免多次返工。广东铝型材模具厂(9)膜厚的合理控制、双色铝型材加工生产是要经过两次以上的喷涂,如果我们还像单喷那样操作,就会导致有的面漆膜较厚,有的面漆膜较薄,从而引起膜厚严重不均匀。因此在喷涂时就要进行合理控制, 次喷徐时,只需对着面重点喷涂,而另一面可以不涂或少涂。第二次喷涂叫,闪样尽可能对需要的面重点喷,其他面不喷或少喷,同时还要根据 次喷涂情况以及选用的涂漆颜色.合理地控制第二次喷涂厚度,但必须保证第二次喷涂对前一次喷涂的浚盖效果。(10)喷涂顺序双色铝型材加工,需要涂上两种颜色,有两种颜色必然存在深色与浅色,喷涂必然有先有后,喷涂前必须要考虑哪种颜色先喷,哪种颜色后喷,要根据具体情况而定,若是先喷浅色、后喷深色,则先喷涂的浅色就要经过两次固化,即两次烘烤,容易将浅色烘烤变色,若是先喷深色、后喷浅色,则后喷浅色对前喷深色的覆盖性受到一定影响,要想覆盖深色就要增加漆膜厚度,但是漆膜厚到一定的程度后,又容易产生脱膜现象。因此。在实际生产中,采用先浅后深的工艺较为可行。



您是想要在广西省柳州市采购高质量的铝合金型材,流体管厂家核心技术产品吗?广西省柳州市恒永兴金属材料销售
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的铝合金型材,流体管厂家核心技术产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-18802286588,QQ:554918566,地址:《北辰区双街镇京津路西(北方实业发展有限公司内)》。